
You might be wondering, “How does this grade differ from its better-known cousin, 1.2344?” The answer lies in a subtle but crucial chemical difference, and understanding this distinction could be the key to unlocking superior performance in your specific application.
Understanding the 1.2343 ESR Difference
DIN 1.2343 (widely known as AISI H11 or JIS SKD6) belongs to the same chromium-molybdenum-vanadium family as 1.2344 . However, the key distinction is its lower vanadium content (0.30-0.50% compared to 0.85-1.15% in 1.2344). This seemingly minor adjustment yields a material with superior toughness, albeit with a slight trade-off in wear resistance and temper resistance .
Think of 1.2343 as the marathon runner of hot work tool steels—built for endurance and resilience under repeated thermal cycling, while 1.2344 is the sprinter—optimized for maximum wear resistance in shorter, more abrasive runs. For high-pressure die-casting applications where thermal shock is the primary failure mode, 1.2343 ESR often emerges as the superior choice. Wouldn’t you rather have a tool that resists cracking than one that simply resists abrasion?

The “ESR” designation—Electro Slag Remelting—elevates this material’s performance to a premium level. This secondary refining process removes impurities, refines the grain structure, and enhances material isotropy (consistent properties in all directions) . The result? A steel that delivers reliable, predictable performance even under the most demanding conditions.
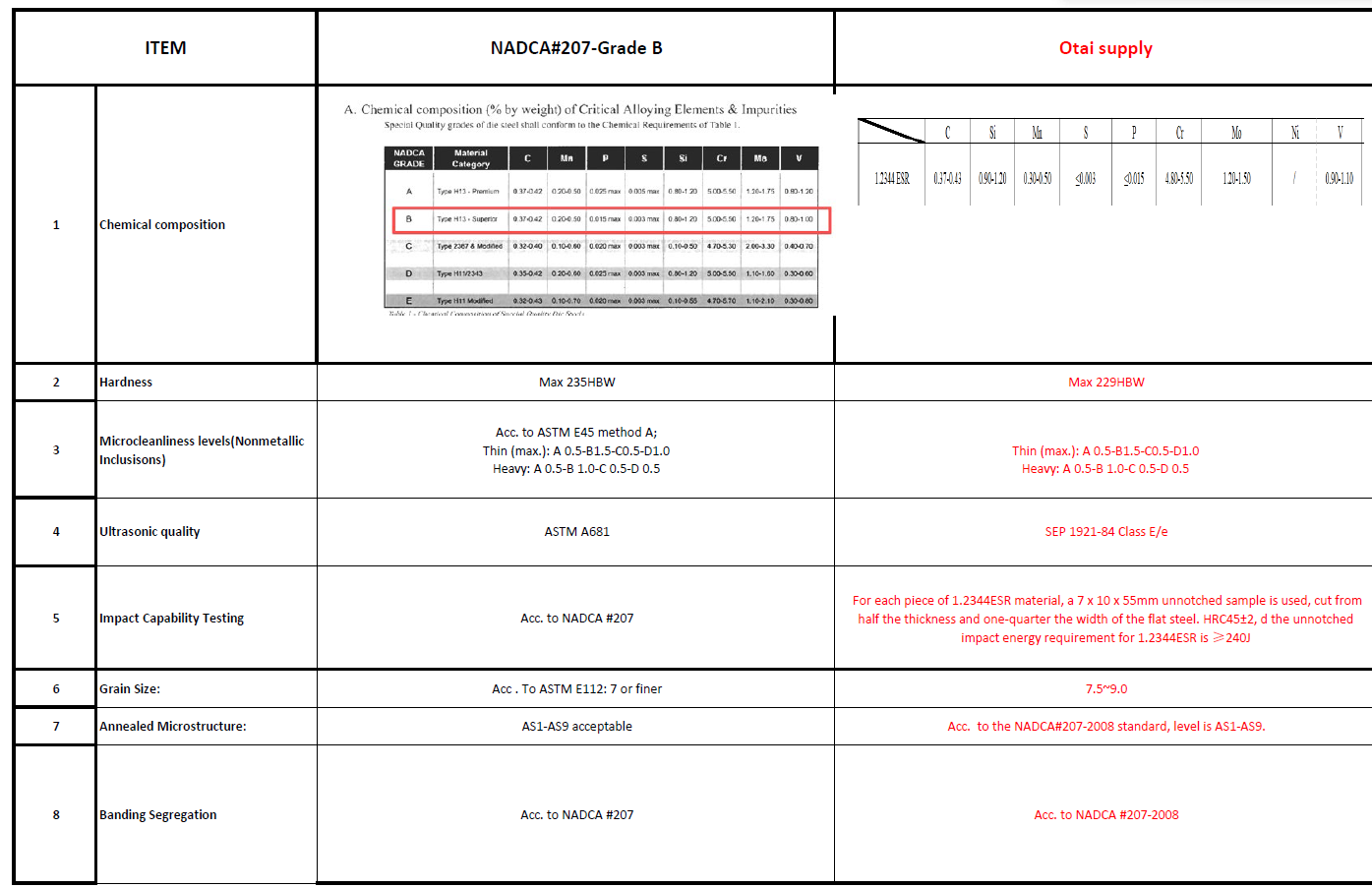
Chemical Composition: The Science of Superior Toughness
The carefully balanced chemistry of 1.2343 ESR is what gives it its exceptional toughness characteristics. Let’s examine the precise formulation :
| Element | Content Range (%) | Role in Performance |
|---|---|---|
| Carbon (C) | 0.33 – 0.41 | Provides hardness and wear resistance |
| Silicon (Si) | 0.80 – 1.20 | Enhances tempering resistance and deoxidation |
| Manganese (Mn) | 0.25 – 0.50 | Improves hardenability and toughness |
| Chromium (Cr) | 4.80 – 5.50 | Supplies corrosion resistance and deep hardening |
| Molybdenum (Mo) | 1.10 – 1.50 | Increases high-temperature strength and creep resistance |
| Vanadium (V) | 0.30 – 0.50 | Refines grain structure and boosts toughness |
| Phosphorus (P) | ≤ 0.020 | ESR make the Phosphorus content lower |
| Sulfur (S) | ≤ 0.003 | ESR make the Sulfur content lower |
The lower vanadium content is the defining feature—it gives 1.2343 ESR higher toughness and better resistance to thermal fatigue cracking, making it particularly suitable for applications involving repeated heating and cooling cycles . The ESR process further enhances these properties by ensuring exceptional cleanliness and structural uniformity . Due to the ESR process, the levels of impurities such asPhosphorus (P) and Sulfur (S) in normal 1.2343 steel are controlled to lower levels.
Physical Properties: Understanding Thermal Behavior
Understanding how 1.2343 ESR behaves under thermal stress is crucial for successful tool design and processing:

| Physical Property | 20°C | 400°C | 600°C | Unit |
|---|---|---|---|---|
| Thermal Conductivity | 25.3 | 27.1 | 28.5 | W/(m·K) |
| Coefficient of Thermal Expansion | – | 11.8 | 12.4 | 10⁻⁶/K |
| Temperature Range | Coefficient of Thermal Expansion (10⁻⁶/K) |
|---|---|
| 20-100°C | 11.8 |
| 20-200°C | 12.4 |
| 20-300°C | 12.6 |
| 20-400°C | 12.7 |
| 20-500°C | 12.8 |
| 20-600°C | 12.9 |
| 20-700°C | 12.9 |
The predictable expansion behavior means you can design tighter tolerances with confidence—especially critical when your application involves multiple heat cycles.
Mechanical Properties: Built for Demanding Environments
When your tooling is subjected to extreme temperatures, pressures, and thermal shock, mechanical properties determine success or failure :
| Property | Value | Condition |
|---|---|---|
| Annealed Hardness | ≤ 230 HB | Soft annealed condition |
| Service Hardness Range | 36 – 52 HRC | After proper heat treatment |
| Quenched Hardness | 50 – 56 HRC | After 1000-1040°C quenching |
| Tensile Strength (20°C) | 1200 – 1500 MPa | After heat treatment |
| Yield Strength (20°C) | 1000 – 1300 MPa | After heat treatment |
| Hot Strength | Excellent up to 600-650°C | Maintains integrity at high temperatures |
| Thermal Shock Resistance | Excellent | Resists heat-checking and cracking |
| Toughness | Very High | Superior to 1.2344 |
The mechanical properties truly shine after proper heat treatment. 1.2343 ESR achieves an outstanding balance of high-temperature tensile strength, toughness, and resistance to thermal fatigue .
Global Equivalents
Finding a local standard that matches your requirements is straightforward. 1.2343 ESR corresponds to the following worldwide standards :
| Region | Standard | Grade |
|---|---|---|
| Germany | DIN/EN | X37CrMoV5-1 / 1.2343 |
| USA | AISI/SAE | H11 |
| Japan | JIS | SKD6 |
| China | GB | 4Cr5MoSiV |
| France | AFNOR | Z38CDV5 |
| Italy | UNI | X37CrMoV5-1 KU |
| ISO | ISO 4957 | 35CrMoV5 |
Key Advantages of ESR Technology
The electroslag remelting process “resets” the material’s internal structure, resulting in :
-
Superior micro-cleanliness with exceptionally low impurity levels
-
Excellent isotropy with aspect ratios ≥ 0.85
-
Enhanced polishability achieving mirror-finish capabilities
-
Higher toughness and ductility across all directions
-
Outstanding thermal fatigue resistance and resistance to heat-checking
-
Improved machinability and dimensional stability
Heat Treatment: Unlocking Maximum Performance
Getting the heat treatment right is like following a carefully choreographed dance—each step is critical to achieving the final result :
Soft Annealing (Delivery Condition)
-
Temperature: 750 – 800°C, about 4-5 hours
-
Cooling: Slowly in furnace (10-20°C/h) to about 600°C, then air cooling
-
Resulting Hardness: Max. 205-230 HB
Hardening (Austenitizing)
-
Temperature: 1000 – 1040°C
-
Soaking Time: 15-30 minutes at temperature
-
Cooling Media: Oil, air, compressed gas, or hot bath
-
Resulting Hardness: 50 – 56 HRC
Tempering
-
Temperature: 550-600°C (multiple tempering recommended)
-
Minimum Time: 1 hour per 20 mm part thickness
-
Resulting Hardness: 42 – 50 HRC (depending on tempering temperature)
Note: Avoid tempering between 400-550°C, as this can reduce material toughness.
 Applications Across Industries
Applications Across Industries
The versatility of 1.2343 ESR steel is remarkable. Its applications span a wide spectrum of demanding manufacturing environments :
1. Die-Casting Industry (Primary Application)
-
High-pressure aluminum, magnesium, and zinc die-casting dies (cavities, cores, inserts)
-
Low-pressure and gravity aluminum die-casting molds
-
Shunt cones, sprue spreaders, and nozzle components
2. Extrusion Applications
-
Aluminum and copper extrusion dies and tooling (die holders, dummy blocks, liners, mandrels)
3. Plastic Injection Molding
-
Cavity plates and inserts for injection molds requiring high polishability and complex geometry
-
Automotive lamp molds, bumpers, and dashboard tooling
-
Molds with added glass fiber requiring high wear resistance
4. General Hot Work Tooling
-
Hot forging dies and stamps
-
Hot shear blades and circular cutting tools
-
Compression rings and wear-resistant parts
-
Punches and sliders
Polishing and Surface Finish Excellence
One of the standout features of 1.2343 ESR is its exceptional polishing capability. Thanks to the ESR refining process and strict quality control, this grade offers mirror-polishing capability suitable for the most demanding aesthetic applications . It is rated “excellent” for medium-gloss polishing, mirror polishing, and engraving . This makes it the preferred choice for automotive lighting and other high-visibility plastic components .
Available Sizes and Supply Forms
At Dongguan Otai Special Steel, we maintain comprehensive inventory to meet your specific requirements:
Round Bars
-
Diameter Range: 10mm to 800mm
Flat Bars & Plates
-
Thickness Range: 6-120mm × 40-1200mm
Forged Blocks
-
Thickness Range: 80-700mm × 100-1200mm
Surface Finishes
-
Black (hot rolled)
-
Bright (turned/polished)
-
Ground precision finishes
All our 1.2343 ESR tool steel is supplied in the annealed condition (≤ 230 HB), making it ready for your machining operations. Every piece undergoes ultrasonic testing and is accompanied by original mill test certificates for full traceability.
Competitive Pricing and Value
You might be wondering about the cost. 1.2343 ESR is a premium material that delivers exceptional value through improved tool life and reduced downtime. We provide competitive pricing based on:
-
Your specific dimensional requirements
-
Quantity ordered
-
Processing requirements
-
Delivery location
Contact our technical sales team for a personalized quote that reflects your exact needs.
Conclusion: The Toughness Champion
In the world of hot work tooling, 1.2343 ESR steel represents the toughness champion—a perfect blend of exceptional resilience, thermal fatigue resistance, and superior polishability . Whether you’re producing aluminum die-casting dies that endure thousands of thermal cycles, or plastic injection molds requiring flawless mirror finishes, this material delivers performance you can rely on.
Ready to elevate your tooling performance and reduce your production costs? At Dongguan Otai Special Steel, we’re not just steel suppliers—we’re your partners in manufacturing excellence. Contact us today to discuss your requirements, request a quote, or consult our technical experts about how 1.2343 ESR can transform your operations.


 Performance Properties 1.2344 vs 1.2343 steel
Performance Properties 1.2344 vs 1.2343 steel
 Available Sizes and Forms
Available Sizes and Forms Name: Joann
Name: Joann





 A2 Steel Applications
A2 Steel Applications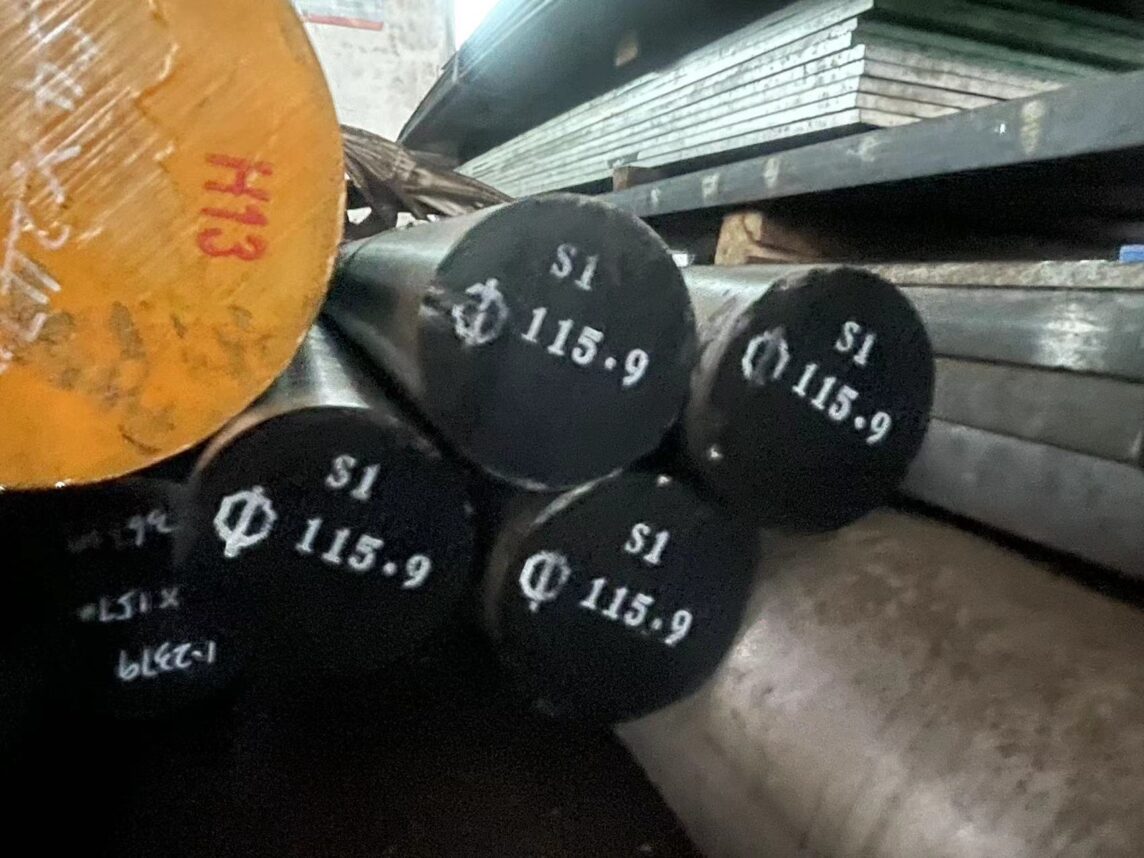

 So, why choose S1 over something like D2 or O1? Simple.
So, why choose S1 over something like D2 or O1? Simple.




 Annealing
Annealing

 Application:
Application:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}